
ผลิตภัณฑ์
YAWATA L-55 (สำหรับเหล็กทนแรงดึงสูง 490N/mm2)
ประเภทสินค้า : AWS A 5.1 : E7016,  JIS Z 3211 : E4916U
มาตรฐานรับรอง : ABS, BV, DNV, LR, NK, มอก.
การใช้งาน : ใช้เชือมเหล็กทนแรงดึงสูง 490 นิวตัน/มม2 สำหรับงานต่อเรือ งานโครงสร้าง และงานสะพาน
PDFYawata-Pamphlet-L55 .pdf 







ยาวาต้า L-55 เป็นลวดเชื่อมประเภทไฮโดรเจนต่ำ เชื่อมได้ทุกท่าเชือม เนื้อแนวเชื่อมมีคุณสมบัติทนต่อการแตกร้าวเป็นเลิศ คุณสมบัติทางกลและคุณภาพของการเอ็กซ์เรย์เป็นเยี่ยม เชื่อมในท่าเหนือหัวและท่าตั้งได้ง่ายมาก
|   |
C
|
Si
|
Mn
|
P
|
S
|
Cr
|
Mo
|
Ni
|
V
|
C.L.
|
|
Req.    
|
≤0.15
|
≤0.75
|
≤1.60
|
≤0.035
|
≤0.035
|
≤0.20
|
≤0.30
|
≤0.30
|
≤0.08
|
≤1.75
|
|
Typ.    
|
0.08
|
0.54
|
1.10
|
0.007
|
0.009
|
0.09
|
≤0.01
|
0.09
|
≤0.01
|
1.10
|
Typ. = Typical results
N.S. = Not Specified
C.L. = Combined Limit for Mn + Ni + Cr + Mo + V
 
|   | ความต้าน แรงดึง N/mm2 (kgf/mm2) |
ความเค้นคราก N/mm2 (kgf/mm2) |
อัตรา การยืดตัว % |
ทนแรงกระแทก 2V-notch ที่ -49oC, J (kgf.m) |
Diffusible H2 Content   |
| Req.    | ≥430 (42) | ≥430 (42) | ≥17 | -20oC= ≥27  (AWS A5.1) -29oC/-30oC = ≥27  (AWS A5.1) -29oC/-30oC = ≥47  (ISO 2560-A) -49oC/-50oC = ≥47  (ISO 2560-A) |
≤ 10 ml/100g |
| Typ.    | 550 (56) | 480 (49) | ≥32 | @ -20oC, ≥ 170 (17.3) |  ≤ 5 ml/100g |
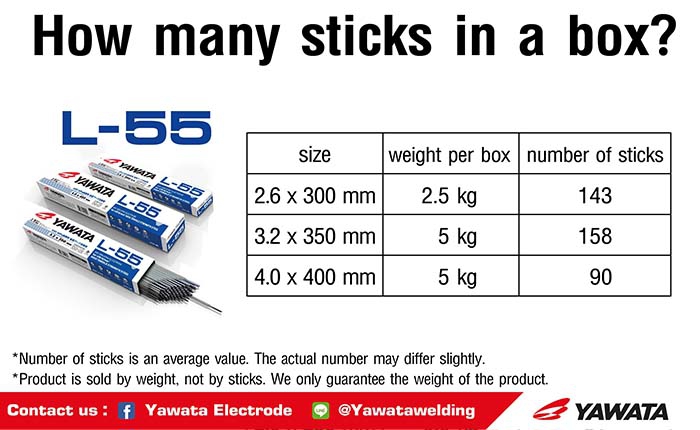
| ขนาด/ ความยาว (มม.) |
2.6/300 | 3.2/350 | 4.0/400 | 5.0/450 |
| ท่าเชื่อม | กระแสไฟ  (แอมแปร์) | |||
| F | 70-10 | 100-140 | 150-190 | 190-240 |
| V-up, OH | 60-90 | 80-120 | 110-150 | 130-170 |
1. ใช้ลวดเชือมทีแห้ง ควรนำลวดเชือมที่ชืนไปอบทีอุณหภูมิ 300~350℃ เป็นเวลา 60 นาทีก่อนใช้
2. การเชือมก้าวถอยจะช่วยป้องกันการเกิดโพรงแก๊สในตอนเริมเชือมได้ดี ในระหว่างการเชือมควรรักษาระยะอาร์กให้สมําเสมอ และให้ชิดชินงานมากทีสุดเท่าทีจะเชือมได้
3. ควรจะกำจัดความชืน สนิม และนํามัน ออกจากชินงานให้หมดก่อนเชือม เพือป้องกันการเกิดรอยร้าวและโพรงแก๊สในแนวเชือม
Related industries

ก่อสร้าง
ก่อสร้าง

ปิโตรเคมี
ปิโตรเคมี





