
Products
YAWATA L-55 (For 490N/mm2 High Tensile Strength Steel)
Classification : AWS A 5.1 : E7016, JIS Z 3211 : E4916U
Approvals : ABS, BV, DNV, LR, NK, TIS
Application : Welding of 490 N/mm2 high tensile strength steels for ships, structures and bridges.
PDFYawata-Pamphlet-L55 .pdf







YAWATA L-55 is a low hydrogen type electrode for all positions welding. Deposited metal shows excellent crack resistance, mechanical properties and X-ray quality. Vertical and overhead welding are very easy.
AWS A 5.1 : E7016
JIS Z 3211 : E4916U
DIN 1913 : E 51 3 3 B(R) 10
EN 499 : E 42 2 B 12 H5
|
C
|
Si
|
Mn
|
P
|
S
|
Cr
|
Mo
|
Ni
|
V
|
C.L.
|
|
|
Req.
|
≤0.15
|
≤0.75
|
≤1.60
|
≤0.035
|
≤0.035
|
≤0.20
|
≤0.30
|
≤0.30
|
≤0.08
|
≤1.75
|
|
Typ.
|
0.08
|
0.54
|
1.10
|
0.007
|
0.009
|
0.09
|
≤0.01
|
0.09
|
≤0.01
|
1.10
|
Typ. = Typical results
N.S. = Not Specified
C.L. = Combined Limit for Mn + Ni + Cr + Mo + V
| Tensile Strength N/mm2 (kgf/mm2) |
Yield Strength N/mm2 (kgf/mm2) |
Elongation % |
Charpy 2V-notch ที่ -49oC, J (kgf.m) |
Diffusible H2 Content |
|
| Req. | ≥430 (42) | ≥430 (42) | ≥17 | -20oC= ≥27 (AWS A5.1) -29oC/-30oC = ≥27 (AWS A5.1) -29oC/-30oC = ≥47 (ISO 2560-A) -49oC/-50oC = ≥47 (ISO 2560-A) |
≤ 10 ml/100g |
| Typ. | 550 (56) | 480 (49) | ≥32 | @ -20oC, ≥ 170 (17.3) | ≤ 5 ml/100g |
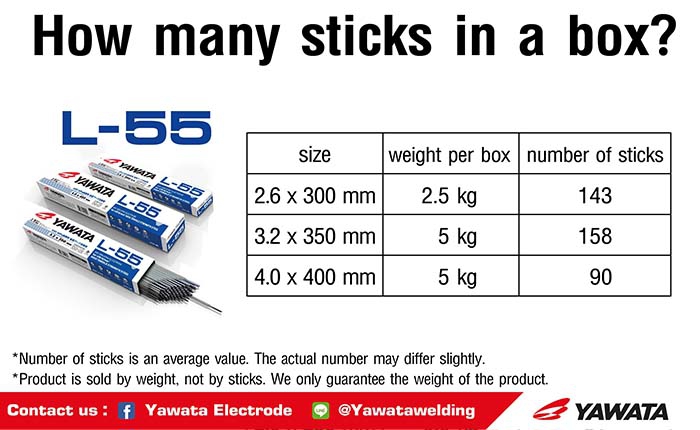
| Diameter/ Length (mm) |
2.6/300 | 3.2/350 | 4.0/400 | 5.0/450 |
| Welding Position | Current (A) | |||
| F | 70-10 | 100-140 | 150-190 | 190-240 |
| V-up, OH | 60-90 | 80-120 | 110-150 | 130-170 |
1. Use dry electrodes only. Damp electrodes should be re-dried at 300~350℃ for 60 minutes.
2. Backstep method should be applied to prevent blowholes and pits at arc starting and arc length should be kept as short as possible during welding.
3. All water, rust and oil in groove should be completely removed to prevent cracks and blowholes.
2. Backstep method should be applied to prevent blowholes and pits at arc starting and arc length should be kept as short as possible during welding.
3. All water, rust and oil in groove should be completely removed to prevent cracks and blowholes.
Related industries

Construction
Construction

Petrochemicals
Petrochemicals





