
Products
YAWATA L-55W┬Ā(For 490N/mm2┬ĀHigh Tensile Strength Steel)
Classification :┬ĀAWS A 5.1 : E7016,┬Ā EN 499 : E42 2 B 1 2 H5
Approvals :┬ĀABS, TIS
Application :┬ĀOne side welding of pipes and general welding of 490 N/mm high tensile strength steels┬Āfor ships, and pressure vessels.
WHY STRONGER THAN EVER?:
- Due to its improved arc direction and arc stability, New YAWATA L-55W is excellent Uranami welding (one side welding)
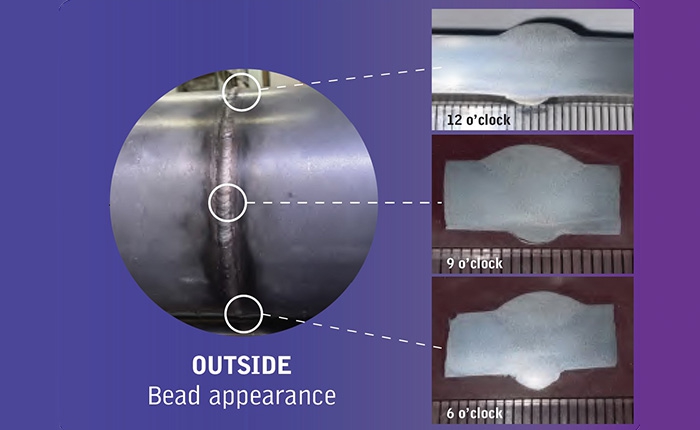
- The arc is stable, strong and gives a sound penetration, so the bead appearance is beautiful and good Uranami bead can be obtained in every position welding
- Uranami welding is Ok if you keep the keyhole constant while checking the sound of the arc passing through the back of the groove


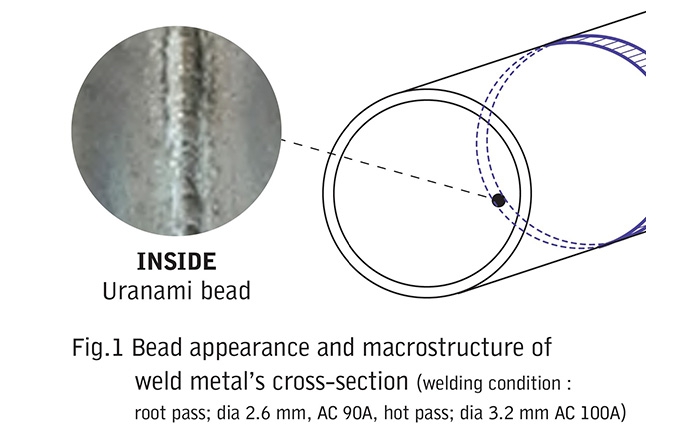
YAWATA L-55W is a low hydrogen type electrode for one side welding in all positions. In┬Ālow current range in root pass welding of pipes, a sound penetration bead free from blowholes┬Āis obtained due to stable arc, strong arc force, and excellent slag fluidity and coverage.
AWS A 5.1 : E7016
EN 499 : E42 2 B 1 2 H5
EN 499 : E42 2 B 1 2 H5
| ┬Ā |
C
|
Si
|
Mn
|
P
|
S
|
Cr
|
Mo
|
Ni
|
V
|
C.L.
|
|
Req.┬Ā ┬Ā┬Ā
|
Ōēż0.15
|
Ōēż0.75
|
Ōēż1.60
|
Ōēż0.035
|
Ōēż0.035
|
Ōēż0.20
|
Ōēż0.30
|
Ōēż0.30
|
Ōēż0.08
|
Ōēż1.75
|
|
Typ.┬Ā ┬Ā┬Ā
|
0.07
|
0.63
|
1.20
|
0.010
|
0.011
|
0.11
|
Ōēż0.01
|
0.07
|
Ōēż0.01
|
1.40
|
Typ. = Typical results
N.S. = Not Specified
C.L. = Combined Limit for Mn + Ni + Cr + Mo + V
┬Ā
| ┬Ā | Tensile Strength N/mm2 (kgf/mm2) |
Yield Strength N/mm2 (kgf/mm2) |
Elongation % |
Charpy┬Ā 2V-notch ÓĖŚÓĖĄÓ╣ł -49oC, J (kgf.m) |
Diffusible H2 Content ┬Ā |
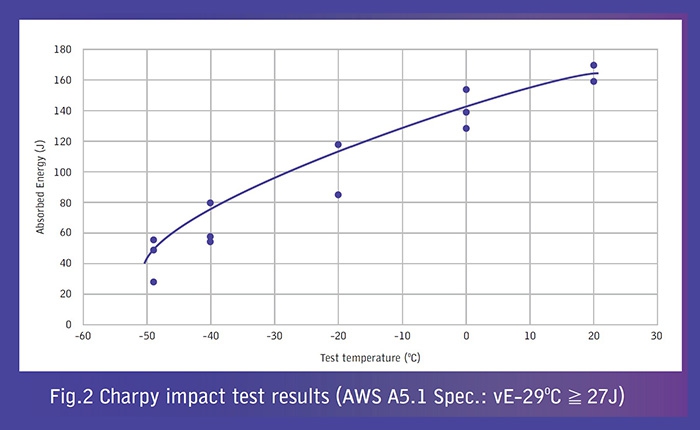
| Req.┬Ā ┬Ā | Ōēź430 (42) | Ōēź430 (42) | Ōēź17 | -29oC/-30oC┬Ā=┬ĀŌēź27┬Ā┬Ā(AWS A5.1) -29oC/-30oC┬Ā=┬ĀŌēź47┬Ā┬Ā(ISO 2560-A) -49oC/-50oC┬Ā=┬ĀŌēź47┬Ā┬Ā(ISO 2560-A) |
Ōēż 10 ml/100g |
| Typ.┬Ā ┬Ā | 580 (59) | 500 (51) | Ōēź31 | @ -49oC,┬Ā120 (10.4) | ┬ĀŌēż 5 ml/100g |
| Diameter /Length (mm) |
2.6/300 | 3.2/350 | 4.0/400 | 5.0/450 |
| Welding Position | Current (A) | |||
| F | 50-100 | 90-140 | 120-180 | 160-220 |
| V, OH | 40-80 | 80-120 | 100-160 | 154-200 |
| One Side Welding | 40-80 | 60-110 | 80-140 | - |
1. Use dry electrodes only. Damp electrodes should be re-dried at 300’Į×350Ōäā for 60┬Āminutes before use.
2. DC (-) should be used for one side welding.
3. 3.2 mm. diameter electrode is recommended for all positions welding of pipes with 6’Į×15┬Āmm. wall thickness.
4. Arc should started on a small plate or the side of the groove and cut after moving crater┬Āto the side of the groove.
2. DC (-) should be used for one side welding.
3. 3.2 mm. diameter electrode is recommended for all positions welding of pipes with 6’Į×15┬Āmm. wall thickness.
4. Arc should started on a small plate or the side of the groove and cut after moving crater┬Āto the side of the groove.
Related industries

Construction
Construction

Petrochemicals
Petrochemicals





